Trotz meiner vorherigen Bereinigung der Plattform, habe ich es bisher nicht geschafft, diese schöne “Christbaukugel” ohne Raft und Support zu drucken. Innerhalb der ersten 15 Minuten löste sich der Druck vom Kapton-Band. Beim Druck mit Raft kurz vor Schluss, wenn die oberen Spiralteile langsam aufeinander zukommen.
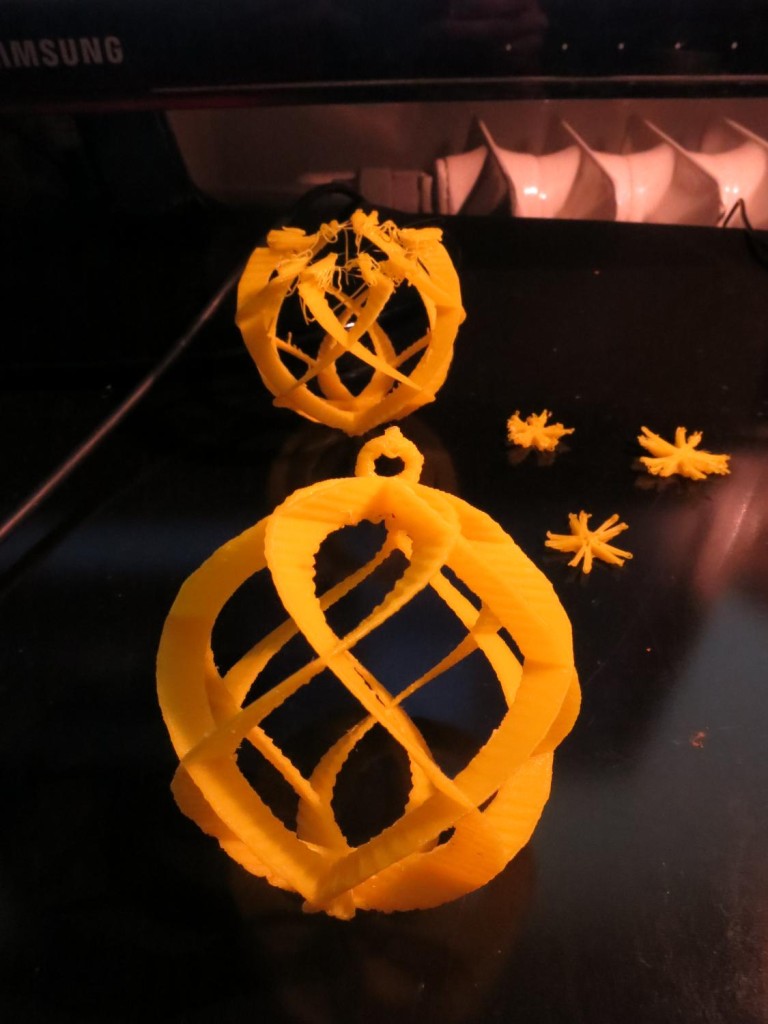
Erster erfolgreicher Versuch war mit Support-Struktur, aber das hat 4,5 Stunden gedauert und auch sehr viel Filament verbraucht. Diese Kugel sieht man auf folgendem Bild im Vordergrund. Eigentlich ganz schön, abgesehen vom krumpeligen Ring zum Aufhängen. Aber immerhin ist es ein Ring 🙂
Ein erste Verbessrung brachte das Beheben des folgenden Problems:
Die Haftung war wohl nicht stark genug, weil der “Andruck” der ersten Layer zu schwach war. Als ich in der entsprechenden Abteilung “Bottom” der Skeinforge Parameter nachgeschaut habe, hatte ich die Einstellungen von:
Additional Height over Layer Thickness = 0.5
Altitude = 0.1
Zuersteinmal den Parameter “Altitude” auf 0.0 gesetzt. Die letzte Kalibrierung war wohl zu eng gewesen, so dass ich die erste Layer 0,1 mm von der Plattform entfernt habe drucken lassen.
Gleichzeitig habe ich die erste Layer 0,5 = 50% versetzt nach unten gedruckt – sozusagen der “Andruck”. Wäre der Parameter “Altitude” auf 0.0 gestanden und die Kalibrierung der Plattform so, dass die Düse des Druckkopfes genau die Layer-Höhe (z.B. 0,2 mm) von der Plattform entfernt ist, dann würde die erste Layer zur Hälfte “angedrückt” (bei 0,2 mm Layer Höhe = 0,1 mm). Dies ist eigentlich der gewünschte Zustand, soweit ich weiß.
Wäre “Additional Height over Layer Thickness” = 0.0 gewesen, würde die erste Layer nur auf der Plattform wie eine runde Wurst aufliegen, was zu wenig Haftung bis keiner Haftung führt.
Ich habe also den Parameter “Additional Height over Layer Thickness” reduziert auf 0.25, so dass die erste Layer zu 75% plattgedrückt und zu 25% oben auf liegt. Dadurch verbinden sich Filament und Plattform besser, was mehr Andruck und damit Haftung bedeutet.
Zu doll darf man den Andruck aber auch nicht gestalten, da sonst die Düsen verstopfen, bei zu geringem Abstand zur Plattform. Den Effekt kann man übrigens auch gut sehen, wenn die Plattform nicht ausgerichtet ist, und eine Seite höher als die andere ist. Sobald der Druckkopf-Pfad der ersten Layer in Richtung höherer Seite geht, wird die Filament-“Wurst” zuerst dünner und bricht dann ganz ab. Sobald es wieder Richtung tieferer Seite geht, wird weiter gedruckt.
Durch die Korrektur der Einstellungen ist es mir nun möglich, die schöne “Kugel” zu drucken, ohne dass ich Haarspray, ABS-Slurry oder ein Raft auftragen muss.
Zu früh gefreut – leider scheint beim Zusammenführen der oberen Streben der Kugel ein Stück nach oben übergestanden zu haben. Dadurch kam immer mal wieder der zweite Druckkopf an eine “Stange” und durch die Filigranheit derselben, kam sie zum Schwingen, was natürlich weitere verheerende Auswirkungen nach sich zieht.
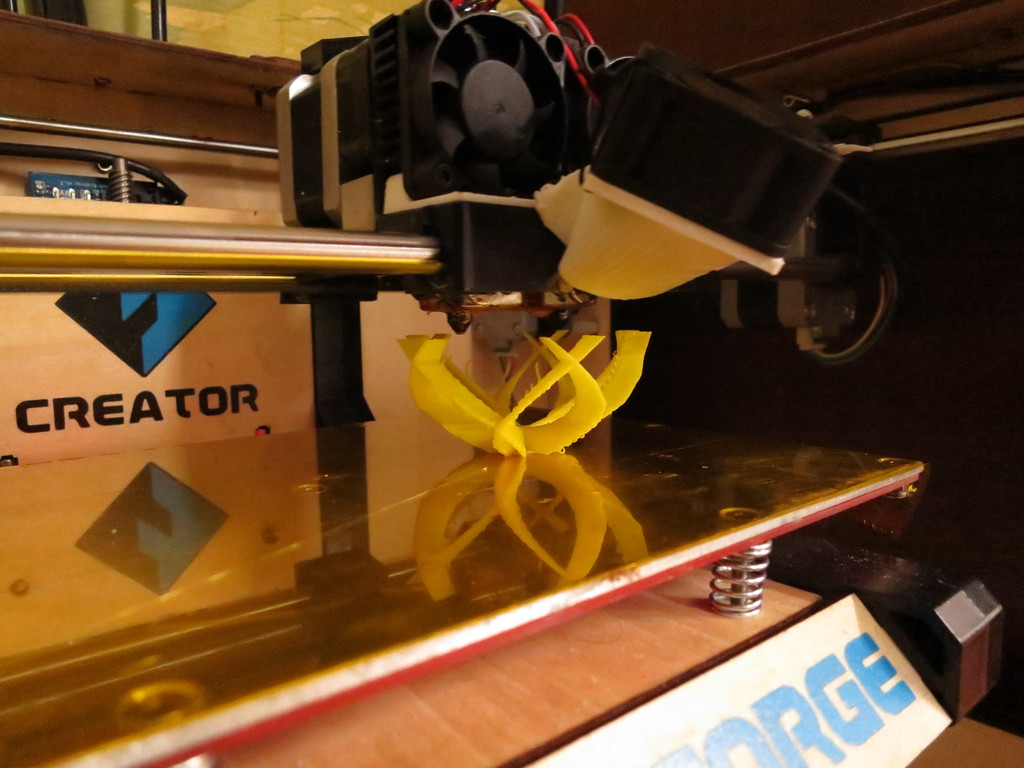
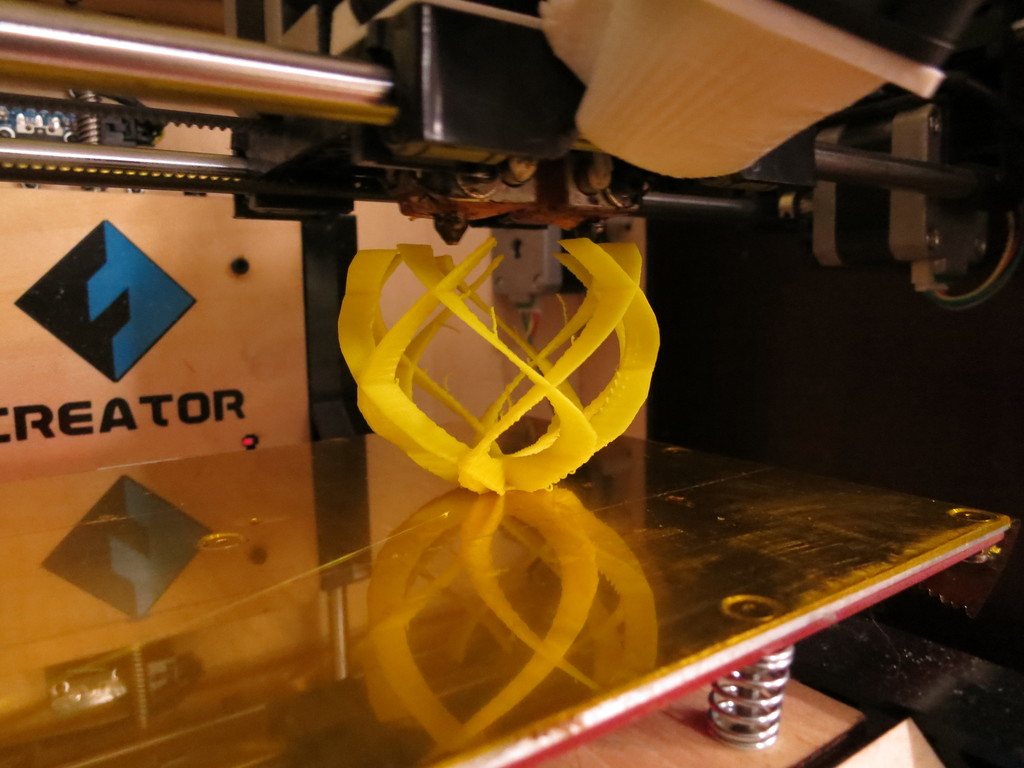
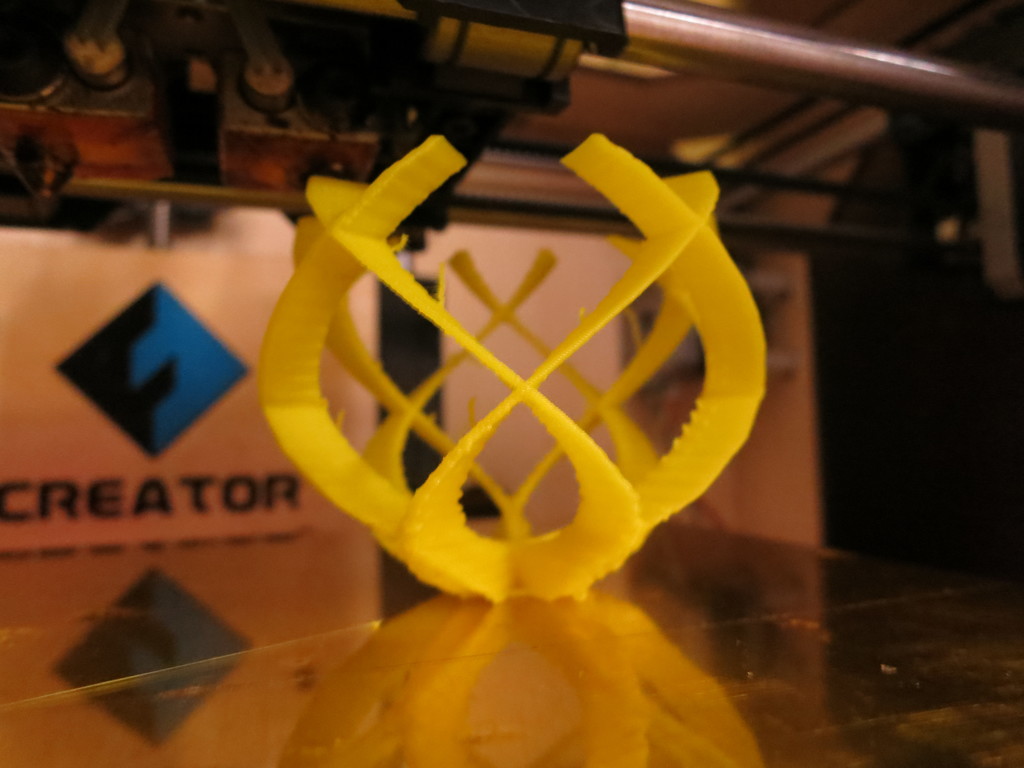

Leider hat auch ein Druck mit Raft zu diesem Fehler geführt. Bisher hat nur ein Druck mit Support-Struktur geklappt.