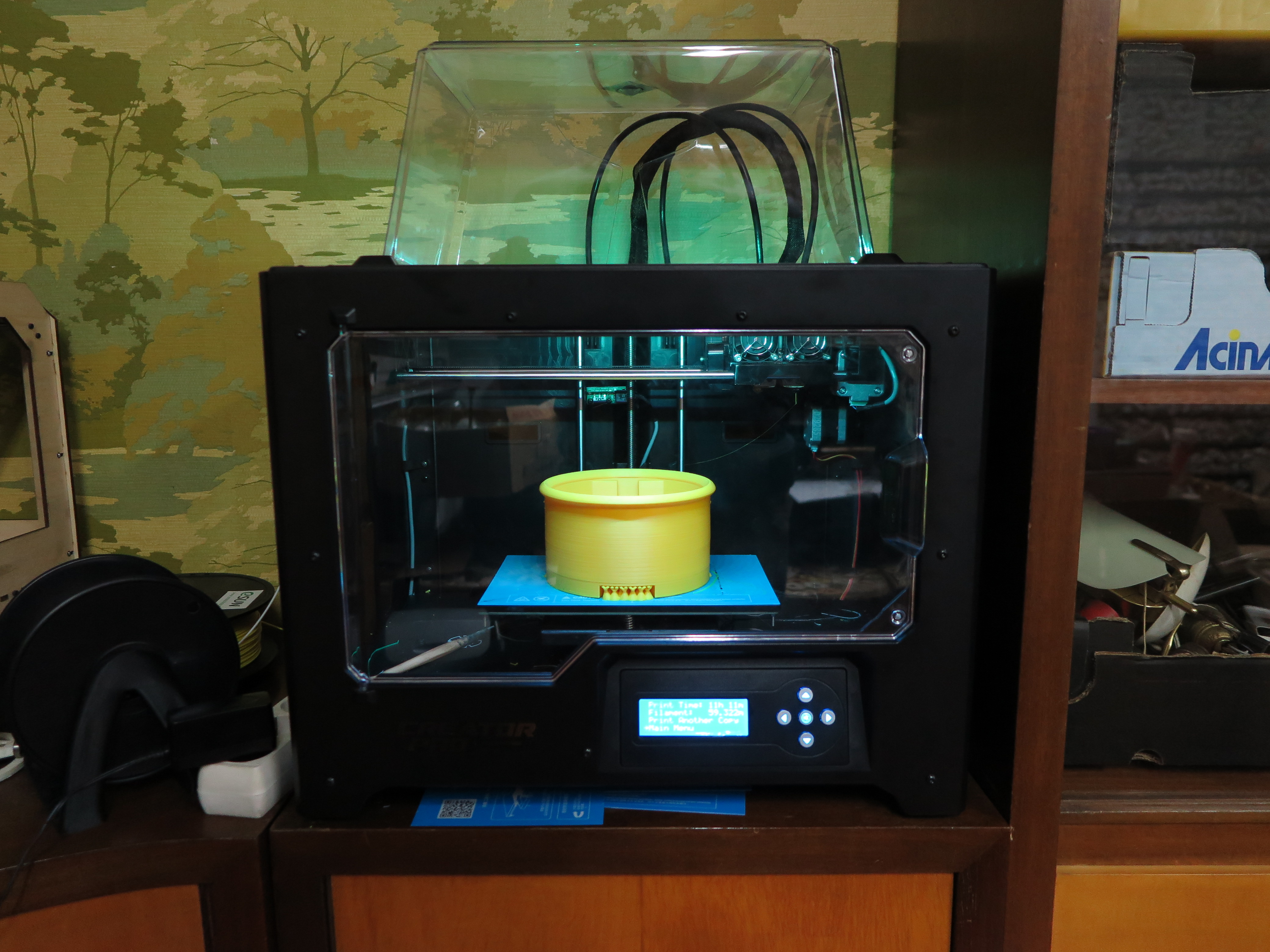
Seit knapp einem Jahr drucke ich mit einem Flashforge Creator Pro in der Version von Ende 2016. Dieser Artikel liefert einen kleinen Überblick meiner Erfahrungen nach (fast) einem Jahr Creator Pro im Einsatz.
Robuste Hardware mit vielen verbesserten Details
Der Drucker verfügt über eine robuste Bauweise mit Metallrahmen die mir bisher keine Probleme gemacht hat. Auch die gut verwendbare Tür und die Abdeckung oben sind bisher ohne Schaden davon gekommen. Abdeckung und Tür scheinen Ihren Dienst beim Druck mit ABS Filament zu tun, so dass ein Warping bei großen Objekten meist ausbleibt. Beim Druck mit PLA bleibt die Tür offen und die Abdeckung weg.
Die unkomplizierte und bisher haltbare Mechanik und Elektronik ist vom Prinzip her wie bei meinem alten Flashforge Creator Dual aufgebaut. Dabei wurden aber bessere Materialien, Motoren und Elektronik verwendet. Dazu kommen viele sinnvollen Upgrades, wie die komplette Abschottung durch Tür und Abdeckung oben, der neue Düsen-Ventilator (der mit diesem Upgrade für beide Düsen bläst), praktische LED-Beleuchtung, eine bessere Düsenform und die blaue Druckfolie anstatt Kaptonband.
Die wenig komfortablen Spulenhalter auf der Rückseite sind geblieben. Ich habe mir stattdessen eine Halterung mit einer Stange quer über dem Drucker an die Wand geschraubt, mit der ich unkompliziert die Spulen im Stehen wechseln kann. Dabei rollen die Spulen perfekt ab, so dass das Filament gleichmäßig bei den Extrudern ankommt.


Die Lautstärke der Lüfter an den Extrudern und unten am Mainboard ist geringer, als beim alten Flashforge Creator, könnte aber trotzdem noch leiser sein. Wirklich laut wird das Gerät beim Drucken, wenn bestimmte Arten von Bewegungen durch die X/Y-Schrittmotoren ausgeführt werden. So kann es sein, dass man minutenlang im Nebenraum nichts vernimmt, dann aber plötzlich bei einer Stelle pro Druckschicht ein lautes durch die Wand tönendes “Gejammer” zu hören ist. Das kann Nachts dann doch störend sein, wobei sich die Nachbarn noch nicht beschwert haben. Ein “Night-Modus” mit reduzierter Lautstärke bzw. mit dem Verhindern zu lauter Bewegungen auf Kosten der Geschwindigkeit, wäre da praktisch.
An Problemen musste ich bisher nur 2 oder 3 mal eine verstopfte Düse abschrauben, reinigen und wieder anschrauben und darüber hinaus nur das Antriebs-Zahnrad im Extruder von Filament-Resten befreien. Die Demontage des Lüfters, Extruders und Motors geht leicht mit zwei langen Schrauben, die von vorne direkt erreichbar sind. Man muss nur aufpassen, dass man die kleinen weißen Abstandshalter nicht verliert, deswegen die Schraube möglichst drinstecken lassen und nur so weit herausziehen, dass man den Lüfter zusammen mit dem Kühlelement abziehen kann. Zum Entfernen des Motors muss man nur noch den Stecker oben am Motor ziehen, dann kann man den Motor nach hinten herausziehen.
Achja: Wenn ich von der SD-Karte drucken möchte, muss ich nach dem ersten Einstecken der Karte in den Drucker immer zweimal den Druck-Dialog starten, weil beim ersten Mal immer “SD Card error” erscheint.
Ärgerlich ist auch, dass sobald man das USB-Kabel ein- oder aussteckt, der Drucker einen komlpetten Reset macht, also den aktuell laufenden Druck abbricht. Dies geschieht auch, wenn man einen 15 Stunden Druck von der SD-Karte kurz vor dem Abschluss hat. Vermutlich passiert dies auch bei einem Reboot des PCs. Also beim Druck von der SD-Karte besser vorher das USB-Kabel ziehen, oder darauf achten, dass es nicht gezogen wird bzw. nichts mit dem Rechner passiert bis der Druck beendet wurde. Dies bezieht sich auf die Linux-Version von Simplify3D.
Gute Software inklusive
Die beim Drucker auf der SD-Karte mitgelieferte Software Flashprint wird stetig weiterentwickelt und ist inzwischen sehr gut geraten! So unterstützt sie eine Material- und Zeitschonende “Treelike” Support-Struktur, die Simplify3D gar nicht kennt.
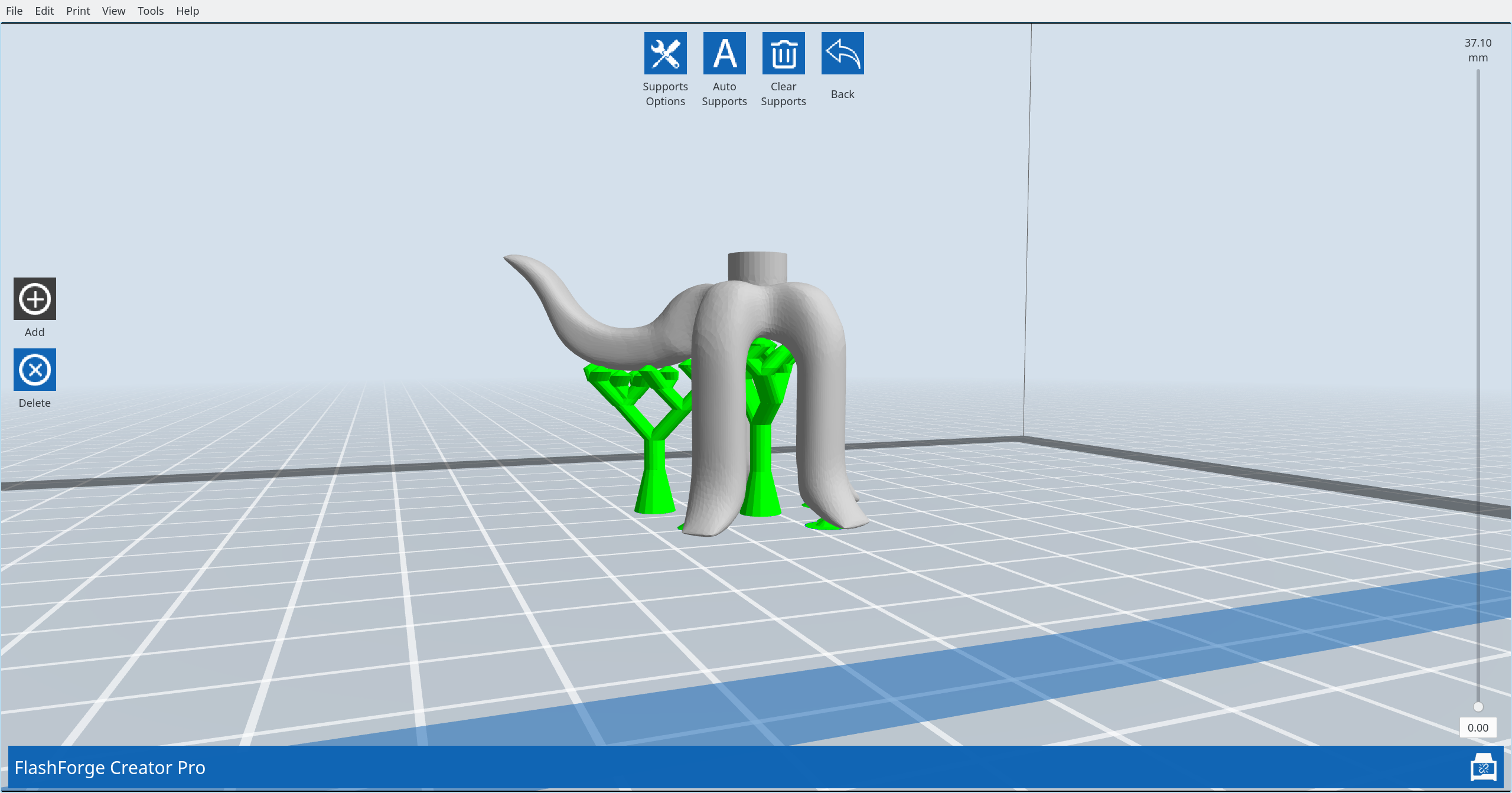
Trotzdem verwende ich meistens Simplify3D für das Slicen und auch das direkte Ansteuern des Druckers per USB. Simplify3D ist dabei vollkommen kompatibel. Ich ziehe das kostenpflichtige Simplify3D dem gratis Flashprint vor, da die Visualisierung bei Simplify3D einzigartig gut umgesetzt wurde. Man kann damit beliebig weit in den zu erwartenden Druck zoomen, so dass man jeden Filament-Strang genau kontrollieren kann und Probleme schnell erkennt.
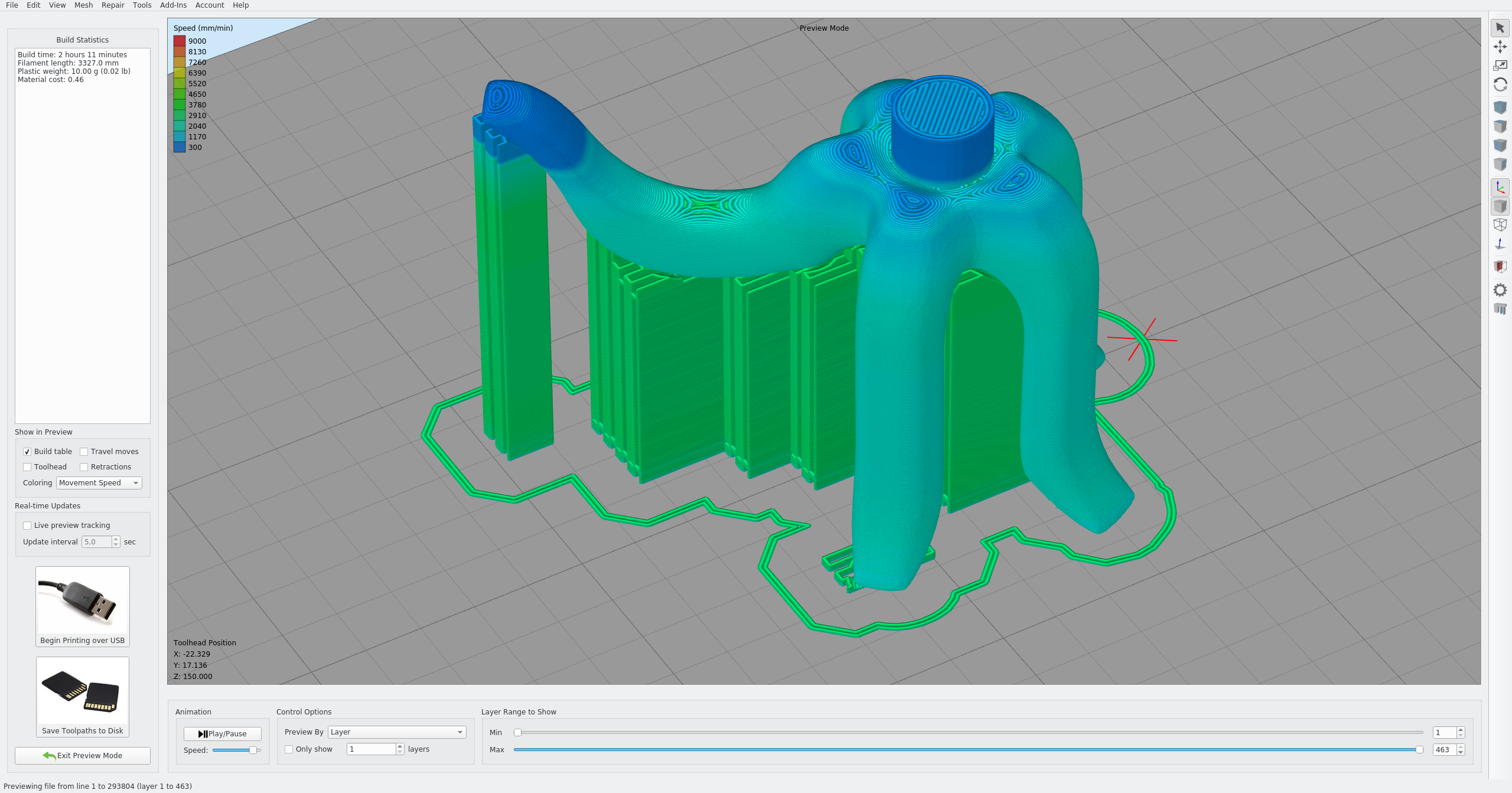
Auch die Geschwindigkeit bei der Berechnung der Druckdatei ist bei Simplify3D deutlich größer, so dass man müheloser an den Details der Druck-Parameter feilen kann.
In der aktuellen Version 4.0 gibt es als neue Funktion die verbesserte Möglichkeit für verschiedene Bereiche eines Druckobjektes verschiedene Druckeinstellungen vorzugeben, so z.B. unterschiedliche Schichtdicken und Füllungen bei verschiedenen Druckhöhen.
Blaue Druck-Folie
Das Drucken auf der original blauen Flashforge Folie ist grundsätzlich unkompliziert, allerdings kann man leicht den Abstand der Düsen zum Druckbett zu klein wählen. Die erste Druckschicht wird zu eng und zu stark auf die Folie gedruckt, so dass sich das Filament so fein verteilt, dass das spätere Ablösen des gedruckten Objektes von der Druckfolie sehr schwierig wird.
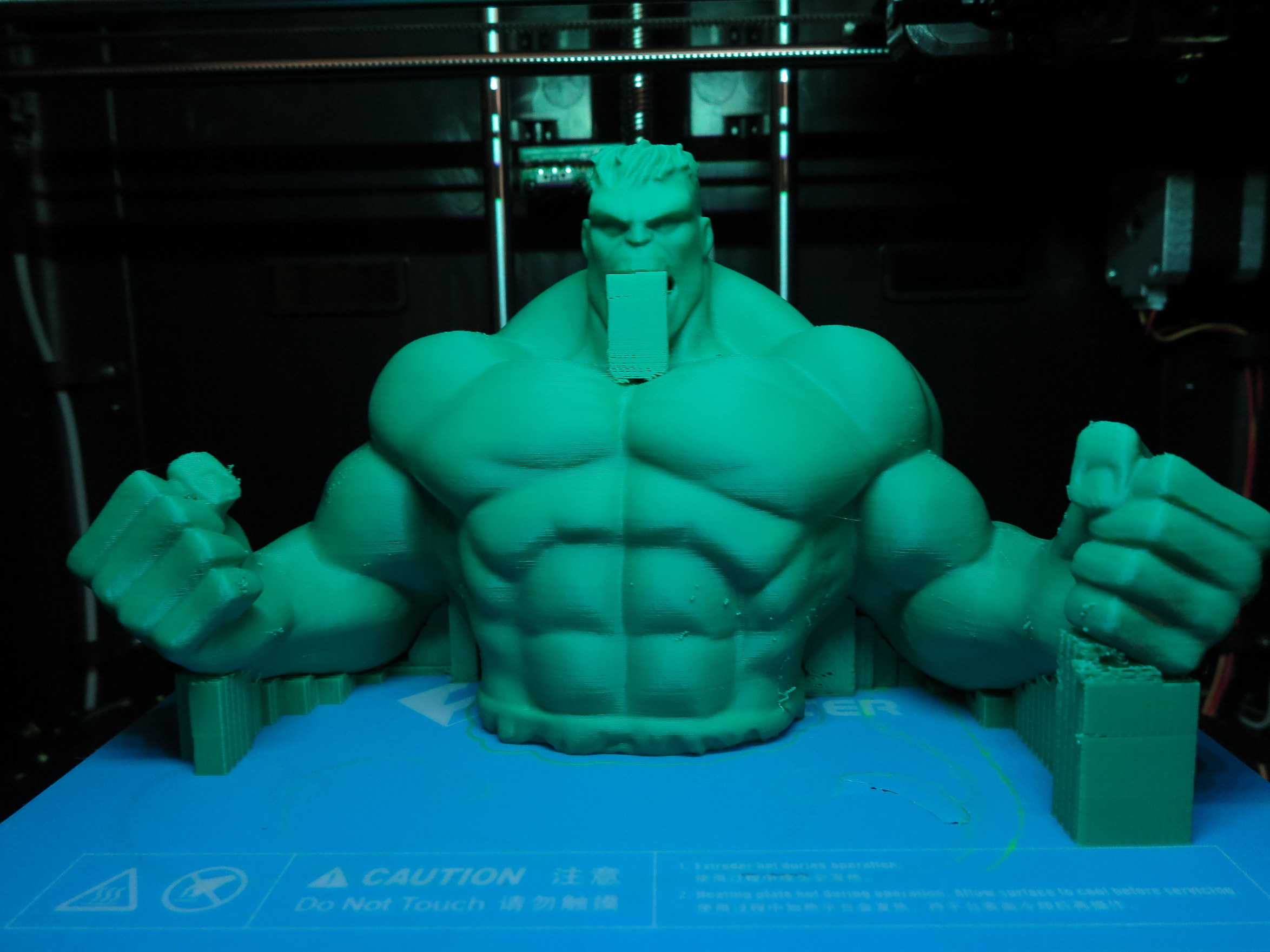
Ich habe mehrere Male (Asche auf mein Haupt) den Fehler gemacht, dass ich mit einer zu scharfen Klinge versucht habe, unter das Objekt zu gelangen, um dieses abzulösen. Das Ergebnis sind irgendwann Schnitte in die Folie (siehe Hulk-Bild, rechts), die wiederum beim ungestümen Abreißen des Objektes zu Löchern oder zumindest Spuren in der Folie führen, die wiederum in unschönen Spuren in der Unterseite des nächsten Druckes münden.
Da jede der Folien beim Nachkaufen mit rund 10 EUR zu Buche schlägt, sollte man vorsichtig sein und weniger spitze Gerätschaften für das Ablösen der Objekte verwenden. Gute Erfahrungen habe ich mit dem Buildtak BT30185 Spatula. Der Preis ist happig, aber bisher hat mich das Gerät noch nicht im Stich und die Folie unbeschädigt gelassen.
Wichtig ist, wie so oft, das korrekte Austarieren der Druckfläche! Als Buildplate-Level-Code verwende ich den praktischen und zuverlässigen Code für die 10 micron Variante siehe Datei AlignPlate-LR-10.x3g = Dicke eines normalen Blatt Papiers. Ich klemme dabei ein normales DIN A4 Papier zwischen Düsen und Druckbett und drehe an der jeweils angefahrenen Schraube so, dass die Düse gerade eben so beginnt am Papier zu greifen. Ist das Leveling korrekt, ist die Höhe der ersten Druckschicht so, dass ein eher runder, bzw. ovaler Querschnitt der “Filament-Wurst” entsteht. Das Filament sollte also eher obenaufen liegen, als platt gequetscht mit einem platten Querschnitt tief in das Druckbett gepresst zu werden.
Fleks3D Druckplatte
Alternativ zur blauen Druckfolie kann man sich ein Set von Fleks3D installieren, wobei aber ebenso vor zu geringem Düsenabstand zum Druckbett gewarnt werden muss. Sonst kann man die Druckplatte so weit flexen, wie man will, und das Druckobjekt löst sich trotzdem nicht, weil das Filament praktisch mit der Platte verschmolzen ist.




Auch sollte man keine zu scharfen Schaber oder ähnliches auf der Platte einsetzen, da man leicht Kerben hinein schneidet. Das Gerät mit der Rasierklinge oben im Bild, kann ich definitiv NICHT empfehlen!
Gleichzeitig muss man gefühlt enger mit der Düse an die Fleks3D-Platte, als an die blaue Folie, um die erste Schicht sicher fest auftragen zu können, so dass man verführt wird, stärker anzupressen, als gut für die spätere Ablösung wäre. Ich bin also noch unentschlossen, welche Variante ich vorziehe.
Ein weiterer Nachteil der Fleks3D-Platte ist die nötige Befestigung am Druckbett. Spätestens wenn man mit ABS drucken möchte, muss man die Heizung auf mindestens 70°C stellen, um eine ausreichende Haftung zu erhalten. Dabei fängt die Platte sich aber an zu wölben. Ich habe zuerst doppelseitiges Klebeband (wie vom Hersteller empfohlen) versucht, aber das ist eine große Sauerei, da der Kleber bei Hitze weich wird und eine schmierig klebrige Konsistenz bildet. Die blaue Folie darunter war jedenfalls nicht mehr verwendbar wegen dem Klebeschmier. Ich habe dann spezielle Klammern entworfen, gedruckt und dann an jeder Ecke über Rahmen und Druck-Platte geschoben. Dies verkleinert natürlich weiter den eh schon kleinen möglichen Druckbereich.
Sollte die Oberfläche der Fleks3D-Platte zu glatt geworden sein, oder Filament-Reste bzw. Spuren vom vorherigen Druck aufweisen, so kann man sich mit Schleifpapier behelfen. Ich habe für das Schleifen der Platte 120er Papier genommen. Danach waren die Hafteigenschaften an der behandelten Stelle wieder gut. Man darf es natürlich nicht übertreiben bzw. überall gleichmäßig schleifen, ohne Dellen zu produzieren.
Eine dritte Variante wäre wohl eine beheizte Glasplatte, wobei ich meine, dass man dann wieder Haarspray verwenden muss, um die Haftung zu gewährleisten. Das wäre mir dann auch wieder zu viel Action und Sauerei.
Drucken mit PLA oder ABS Filament
Ich drucke lieber mit PLA Filament, da dies grundsätzlich unkomplizierter funktioniert und das Ergebnis durch den schönen Glanz des PLAs hübscher aussieht als bei einem Druck aus ABS, der nicht glänzt. Das ist aber natürlich auch Geschmackssache. Auch die Zeit zum Aufheizen des Druckbettes reduziert sich deutlich bei PLA, wenn man nicht auf über 100°C geht wie bei ABS. Bei PLA reichen 60°C für die Druckbett-Temperatur, und die letzten Grade über 90°C brauchen jeweils immer länger, so dass sich das Aufheizen bei ABS hinzieht.
Die Extruder-Temperatur stelle ich bei PLA auf 220°C und bei ABS auf 230°C ein bzw. so wie vom Hersteller des Filamentes angegeben. Ninjatek Cheetha funktioniert übrigens auch, man sollte aber die Druckgeschwindigkeit auf maximal 40 mm/s reduzieren.
Fazit
Der Flashforge Creator Pro ist ein guter Allround-3D-Drucker mit wenig Schwächen. Ich persönlich habe nur leichte Probleme, die optimale Entfernung der Düsen vom Druckbett zu halten. Eine schnelle automatische Kalibrierung wäre deswegen schön.