Nachdem ich vor ein paar Tagen zwei Rollen ABS bestellt hatte, kann ich folgendes bekannt geben:
Mein Flashforge Creator kann besser ABS als PLA drucken.
Wie in der Google-Group nachzulesen, haben Leute Probleme beim Drucken mit PLA auf Ihren Flashforge Creator 3D-Druckern. Besonders blöd ist dabei, dass der PLA Druck durch die Düse des verbauten MK7 Extruders (eigentlich für ABS gedacht) dazu führt, dass nach einer gewissen Zeit (5 bis 50 Minuten – scheint je nach Druckmodell und persönlichem Creator unterschiedlich zu sein) der Einzug das PLA Filament nicht mehr greifen kann, da es zu heiß geworden ist. Zu heiß wohl deswegen, weil die Hitze aus der Düse nach oben kriecht und dann das PLA beim Erwärmen zu glitschig wird.
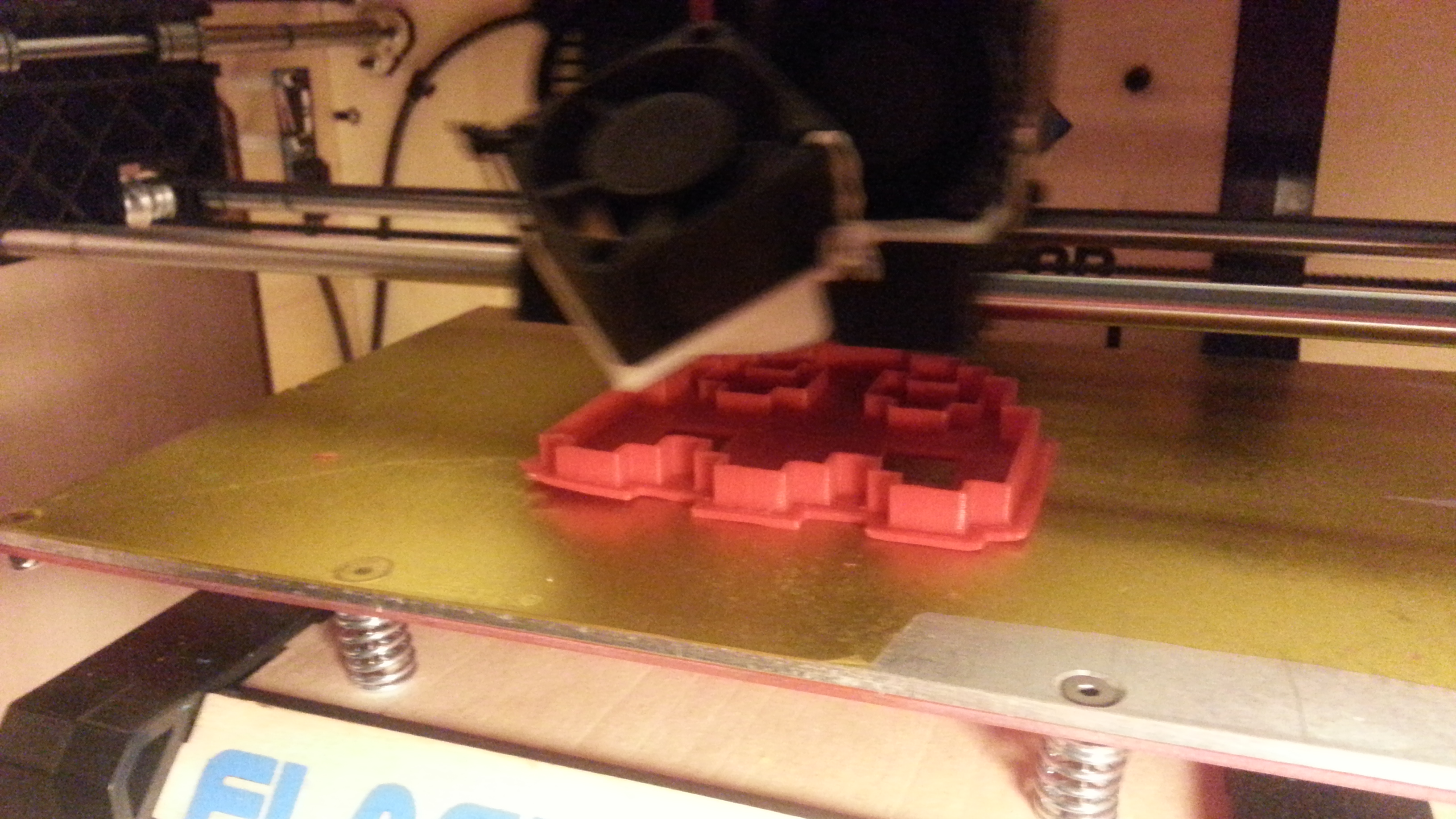
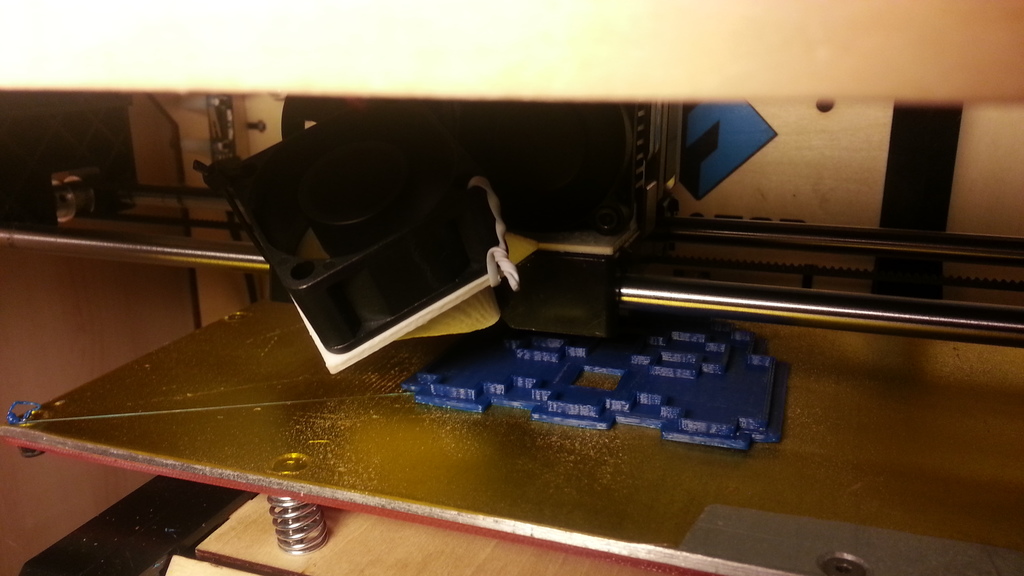
Beim ABS passiert das offensichtlich nicht! Eine Rolle Filament ausgepackt und eingeführt, und seit dem ist der klackende Extruder und “Airprints” Vergangenheit 🙂 Beim PLA hatte ich in den letzten Wochen nur noch Fehldrucke, weil das Filament aus oben beschriebenen Gründen irgendwann nicht mehr aus der Düse kam.
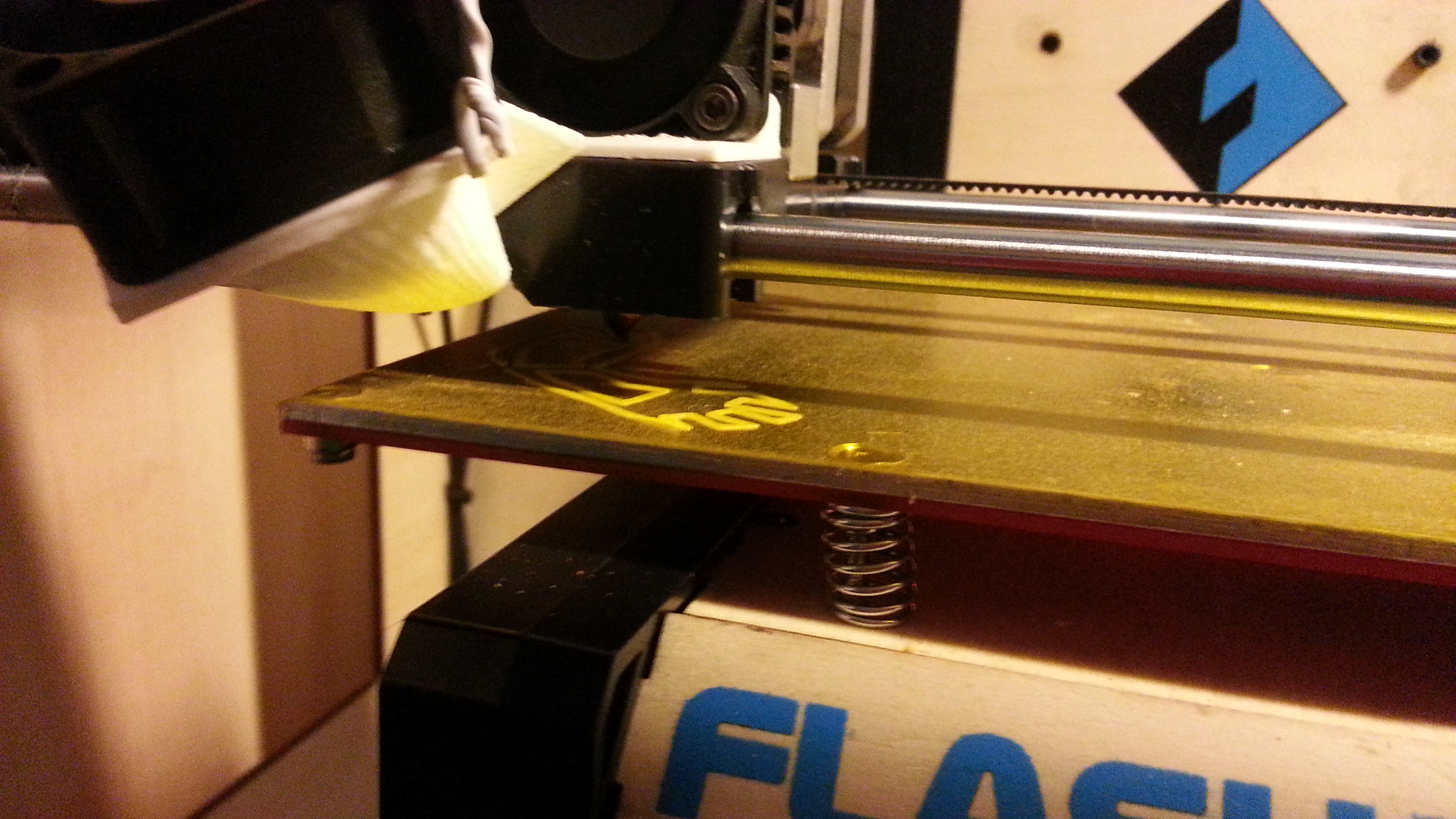
Ganz anders beim ABS. Soweit ich das verstanden habe liegt es daran, dass ABS eher wachsförmig als flüssig beim Erhitzen wird. Ich finde das kann man sehen. Die “Würste” bleiben auch eher Würste, als dass sie verschmelzen, wie beim PLA. Ein eingetrockneter Zipfel Filament an der Düse bricht auch sofort ab – im Gegensatz zum PLA, wo ein eingetrockneter Nippel unter der Düse manchmal knallhart daran klebt, so dass man ihn nur durch erneutes Erhitzen der Düse entfernen kann. So etwas kann sogar zu Schäden beim Druck der ersten Layer oder beim Kalibrieren verursachen, wenn der Nippel so dick ist, dass er in die Plattform kracht, wenn diese ganz nach oben fährt.
Ein großer Nachteil am ABS ist der der unangenehme chemische Geruch beim Drucken. Das PLA riecht relativ “angenehm”, was man beim ABS beim besten Willen nicht sagen kann 🙁
Da unkontrollierte Zugluft aber auch nicht gut ist für den Druck, habe ich die Fenster eher zu. Eigentlich keine Lösung – ich sollte vielleicht die eine Seite des Creators verschließen. Möglich wäre zb Plexiglas, oder zum Ausprobieren etwas Frischhaltefolie drumrum gewickelt.
Über die beste Temperatur beim Druck kann ich wenig sagen, außer dass ich das ABS bisher immer mit 230°C drucke.
Den zusätzlcihen Nozzle-Fan habe ich anfangs auch beim ABS angelassen – jetzt drucke ich mit ausgeschaltetem Düsen-Ventilator. Ich bin mir noch nicht sicher, was besser ist. Mit oder ohne extra Kühlung heben sich jedenfalls wieder die Ecken. Wahrscheinlich weniger stark bei weniger heißem HBP?
Die HBP habe ich versuchsweise auf 60°C, 80°C, 100°C und 110°C gestellt. Normalerweise sind 60°C und 80°C eher zu niedrig und die Haftung des Drucks wird zu gering. Aber…
Das große Geheimnis ist Haarspray!
Besprüht man seine HBP vor dem Druck gleichmäßig mit Haarspray (ich benutze ein blaues TAFT Ultra Halt Spray), so ist das Klebenbleiben beim Druck deutlich besser! Ich habe bisher schon viele Male gedruckt und direkt vor dem Druck nachgesprüht, und bisher klappt es super damit. Wahrscheinlich muss ich das Kaptonklebeband demnächst mal austauschen – eine Rolle davon habe ich aber auch schon gekauft.
Ich habe übrigens die günstigsten ABS Filament Rollen bei Amazon in verschiedenen Farben bestellt. Es handelt sich um ABS von www.saintsmart.com. Bei den Amazon-Bewertungen wird richtig bemängelt, dass das Filament unter zu hoher Spannung aufgewickelt ist, und dass die Pappränder der Spule zu kurz sind, so dass man ruckzuck einen riesen Bandsalat hat. Dem muss ich zustimmen, aber ich habe eine schöne Abspuleinrichtung gebastelt:
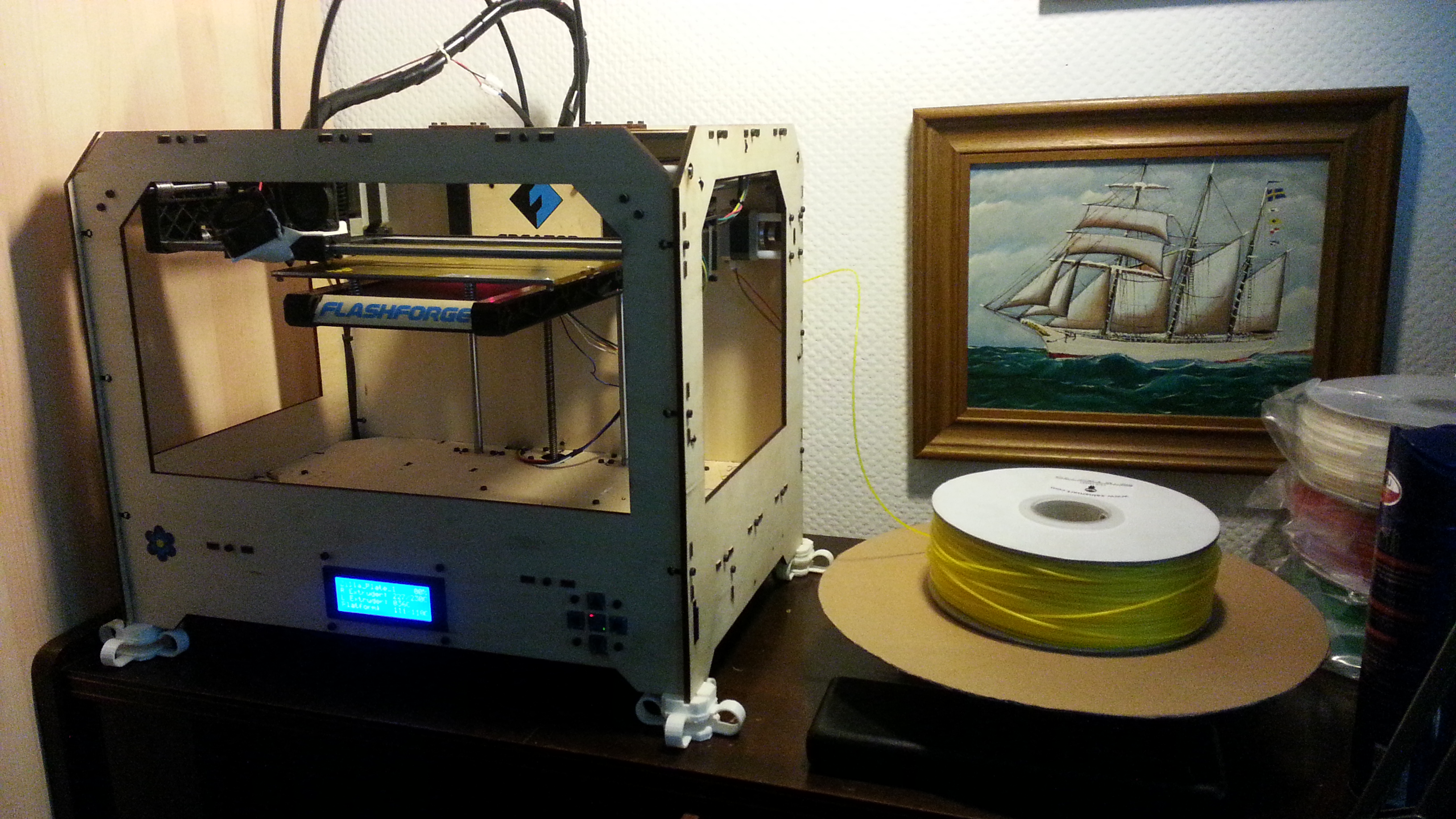
Die Spule liegt auf einem aus Pappe ausgeschnittenen rundem Schirm, der verhindern soll, dass sich das Filament unterhalb der Spule um die Halterung wickelt. Die Halterung besteht aus einem zufällig vorhandenem Schraubendreher-Set, dessen Deckel genau in das Spulenloch passt. Der Boden des Sets ist anscheinend so schön glatt, dass sich die Spule passend dreht beim Filament-Ziehen durch den Creator.